-
深圳市启威测标准技术服务有限公司
主营:表面微观形貌SEM,材料断口观察SEM,表面成分分析EDS,微量污染物成分分析,涂镀层厚度测试,表面粗糙度量测

深圳市启威测标准技术服务有限公司
主营:表面微观形貌SEM,材料断口观察SEM,表面成分分析EDS,微量污染物成分分析,涂镀层厚度测试,表面粗糙度量测 8
8
表面粗糙度测量是指将表面粗糙度比较样块根据视觉和触觉与被测表面比较,判断被测表面粗糙度相当于那一数值,或测量其反射光强变化来评定表面粗糙度(见激光测长技术)。
金属加工件更多采用数字表面粗糙度规范,采用目视(如用眼睛观察检测零件是否镜面和不带毛刺)或触觉(如用指甲划过零件表面检查是否不光滑和粗糙)的方式来检测零件表面粗糙度的需求已经消失。
粗糙度的测量和标注:
用电子仪器或光学仪器测量出Ra、Rz和Ry的数值即可定量评定表面粗糙度。在实际生产中,经常凭人的视觉和触感并用样块与被加工表面相比较来鉴定其粗糙度。
标注方法:在零件图上用符号标注加工表面的特征。为基本符号,单独使用这一符号是没有意义的,加注参数值时表示表面可用任何方法获得。
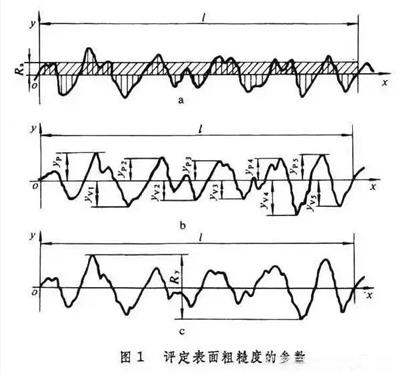
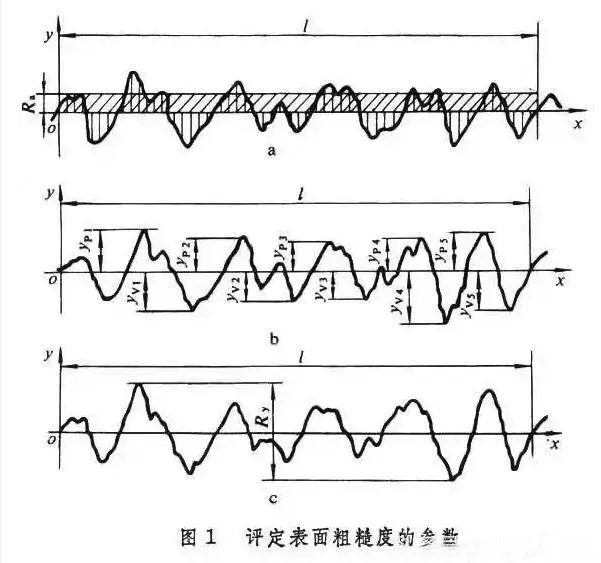
粗糙度的评定参数
以Ra\Rz\Ry三种代号加数字来表示,机械图纸中都会有相应的表面质量要求,一般是工件表面粗糙度Ra<0.8um的表面时称作:镜面。
微观不平度十点高度Rz:在取样长度l内5个较大的轮廓峰高的平均值与 5个较大的轮廓谷深的平均值之和
轮廓较大高度Ry:在取样长度L内轮廓峰**线与轮廓谷底线之间的距离